哈爾濱封頭制造廠家
發布時間:2022-12-05 00:16:54
哈爾濱封頭制造廠家
了解碟形封頭的結構大家知道,這個形狀產品它主要是由球面部分、直邊段以及過渡區三部分組成的,大家可以看到碟形封頭過渡區的兩端經線曲率半徑是出現變化的,而過渡區與球面部分連接和直邊段就會出現邊緣應力。 因此可以看出碟形封頭邊緣應力的大小,其與過渡區半徑與球面半徑的比值有關的,而且比值越小,曲率半徑突變的就越厲害,產生的邊緣應力也就越大。所以為了降低這種邊緣應力,碟形封頭設計的時候,考慮到這種情況,就設置的過渡區。碟形封頭部分的作用是防止邊緣應力作用于盤頭與氣缸的焊縫處,對設備造成不必要的損壞。由于錐體主體部分的內部壓力,較大的膜應力發生在大端。對于小端,它的厚度在任何情況下也小于錐體的厚度。

哈爾濱封頭制造廠家
封頭屬于壓力容器中的鍋爐部件。它通常用于壓力容器的兩端。然后有一個焊接管件產品密封的末端的管道。根據封頭幾何形狀的不同,可分為球形、橢圓形、圓盤狀、圓頂狀、錐殼狀和帽狀,其中球形、橢圓形、圓盤狀和圓頂狀統稱為凸頭。凸頭(球帽頭除外),中間部分是一個凸部分突出表面上,凸的開口端部分提供連續的邊緣(即直邊部分)之間的過渡部分凸部分和直邊部分是一個角落。球形頭、橢圓形頭、盤頭、冠頭的凸面部分分別為半球形頭、橢圓形頭、盤頭、冠頭。對于標準系列的封頭一般采用沖壓成形,但對于非標準系列的封頭或者直徑很大的封頭,一般采用旋壓成形。旋壓相對于沖壓,有節約模具費,尺寸可以按照要求調整的優點。

哈爾濱封頭制造廠家
使用任何對象都有自己的考慮,和錐形頭也不例外,頭是鍋爐、壓力容器的主要壓力部分,頭部是鍋爐、壓力容器的主要壓力部分結構和形狀設計是合理的,影響鍋爐、壓力容器的和平,所以在使用過程中,按照標準進行石棉水泥接口時,應采用熱水拌合料,但水溫不得大于500C,如膨脹水泥接口時,水溫不應該大于350C氣溫低于-50C時,不宜進行以上兩種材料接口

哈爾濱封頭制造廠家
封頭主要有兩種成型方式:沖壓和旋壓。根據是否加熱有冷成型和熱成型兩種。旋壓異形封頭成型技術相比傳統的熱沖壓有許多優點,它無需任何昂貴的模具,對于非標準形狀、非標準尺寸的頭不會面臨任何限制,生產成本相對較低,旋壓工藝可靈活,適合具有開裂傾向的材料較大。此外,旋壓成形的異形封頭尺寸精度也較高。1、熱旋壓成形工藝原理是:金屬材料的溫度與其強度成反比,強度會隨著溫度的升高而降低。當溫度達到700℃時,材料的強度會降低約2/3,當溫度達到900℃時,其強度僅相當于常溫的約1/10。熱旋壓是使用這一原則實現頭成型,加熱裝置頭部需要旋轉部分的局部加熱,當溫度達到一定程度時,旋轉,在旋轉的過程中繼續頭需要變形的部分加熱,直到頭旋轉形成。
哈爾濱封頭制造廠家
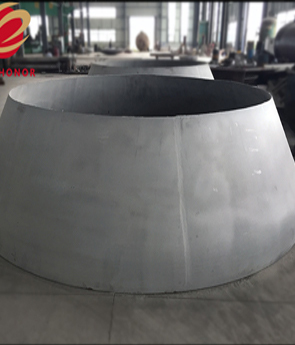
錐形封頭錐體的主體部分在內壓作用下,更大薄膜應力發生在大端。錐體和圓筒部分連接處,由于幾何不連續性,曲率半徑突變,因此該處會產生較大的橫向推力,引起較大邊緣應力,容易發生彎曲,故需加強。對大端,軸向彎曲應力為主要控制因素,且屬二次應力,所以應力強度控制在內;小方面,由于壓力聯合條件主要為平均每周的平均徑向拉應力和壓應力,局部薄膜應力,應力強度可以控制,但由于當地電影壓力的范圍可能超出了邊緣效應為目的的安,內部應力強度控制。對于大端,無論如何加強段的厚度不得小于連接的錐形殼體的厚度,加強段的長度不得小于,筒體加強段的長度不得小于。小的目的,在任何情況下,加強部分的厚度不得小于連接錐殼的厚度,錐殼的加強部分的長度不得少于,和汽缸的加固部分的長度不得少于。