濟南封頭批發(fā)公司
發(fā)布時間:2023-11-19 00:14:46
濟南封頭批發(fā)公司
封頭主要有兩種成型方式:沖壓和旋壓。根據(jù)是否加熱有冷成型和熱成型兩種。旋壓頭成型技術(shù)相比傳統(tǒng)的熱沖壓有許多優(yōu)點,它無需任何昂貴的模具,對于非標準形狀、非標準尺寸的頭不會面臨任何限制,生產(chǎn)成本相對較低,旋壓工藝可靈活,適合具有開裂傾向的材料較大。此外,旋壓成形的封頭尺寸精度也較高。 1、熱旋壓成形工藝原理是:金屬材料的溫度與強度成反比關(guān)系,隨著溫度升高,其強度會減弱。在600℃以下時,溫度的改變對強度的影響并不是很大,當溫度達到700℃時,材料的強度將會降低2/3左右,而當溫度達到900℃時,其強度僅僅相當于常溫時的1/10左右。熱旋壓就是利用該原理來實現(xiàn)封頭的成形,用加熱裝置對封頭需要旋壓的部位進行局部加熱,當達到一定溫度時開始旋壓,在旋壓的過程中繼續(xù)對封頭需要變形的部位進行加熱,直到封頭旋壓成形。

濟南封頭批發(fā)公司
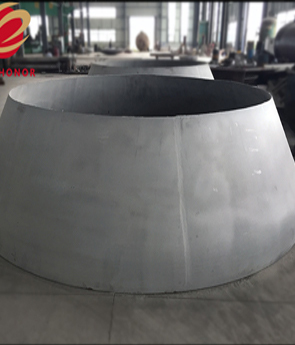
使用任何對象都有自己的考慮,和錐形頭也不例外,頭是鍋爐、壓力容器的主要壓力部分,頭部是鍋爐、壓力容器的主要壓力部分結(jié)構(gòu)和形狀設(shè)計是合理的,影響鍋爐、壓力容器的和平,所以在使用過程中,按照標準進行石棉水泥接口時,應(yīng)采用熱水拌合料,但水溫不得大于500C,如膨脹水泥接口時,水溫不應(yīng)該大于350C氣溫低于-50C時,不宜進行以上兩種材料接口
濟南封頭批發(fā)公司
了解碟形封頭的結(jié)構(gòu)大家知道,這個形狀產(chǎn)品它主要是由球面部分、直邊段以及過渡區(qū)三部分組成的,大家可以看到碟形封頭過渡區(qū)的兩端經(jīng)線曲率半徑是出現(xiàn)變化的,而過渡區(qū)與球面部分連接和直邊段就會出現(xiàn)邊緣應(yīng)力。 因此可以看出碟形封頭邊緣應(yīng)力的大小,其與過渡區(qū)半徑與球面半徑的比值有關(guān)的,而且比值越小,曲率半徑突變的就越厲害,產(chǎn)生的邊緣應(yīng)力也就越大。所以為了降低這種邊緣應(yīng)力,碟形封頭設(shè)計的時候,考慮到這種情況,就設(shè)置的過渡區(qū)。碟形封頭部分的作用是防止邊緣應(yīng)力作用于盤頭與氣缸的焊縫處,對設(shè)備造成不必要的損壞。由于錐體主體部分的內(nèi)部壓力,較大的膜應(yīng)力發(fā)生在大端。對于小端,它的厚度在任何情況下也小于錐體的厚度。

濟南封頭批發(fā)公司
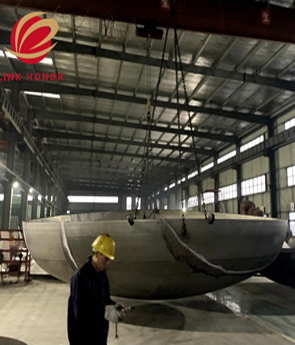
無論封頭是大是小,都可以壓或旋轉(zhuǎn)。但是大多數(shù)的小頭選擇沖壓,因為沖壓是要模具的,大多數(shù)的小頭都是標準模具,只要DN就可以沖壓。沖壓分為冷沖壓和熱沖壓。碳鋼熱沖,不銹鋼冷沖,薄的也選擇冷沖,厚的也選擇熱沖。如果機頭較大,則選擇紡紗,但紡紗的缺點是機頭R段成型不好。封頭旋壓——先用壓鼓機用點壓方式把封頭坯料壓制成淺碟形。然后在封頭旋壓機上旋壓成為封頭。旋壓一般采取冷成形,必要時可采取火焰加熱進行熱旋壓。封頭沖壓——采取冷壓或熱壓的方法,在水壓機或油壓機上,用上下模和壓邊圈直接壓制成封頭。旋壓:芯模型面和封頭內(nèi)型面基本一致(減去反彈量)仿形板旋壓機:仿形板輪廓與封頭外型面基本一致(減去反彈量),旋輪走的是仿形板的軌跡。雖然能夠終靠調(diào)間隙,壓力等來控制直徑,但主要影響因素是仿形板。
濟南封頭批發(fā)公司
1.封頭熱旋壓成形技術(shù)相對保守的熱沖壓成形有諸多方面的優(yōu)勢。熱旋壓成形工藝原理是金屬資料的溫度與強度成反比關(guān)系,隨著溫度升高,其強度會減弱。600℃以下時,溫度的改變對強度的影響并不是很大,當溫度達到700℃時,資料的強度將會降低2/3左右,而當溫度達到900℃時,其強度僅僅相當于常溫時的1/10左右。熱旋壓是利用該原理來實現(xiàn)封頭的成形,用加熱裝置對封頭需要旋壓的部位進行局部加熱,當達到一定溫度時開始旋壓,旋壓的過程中繼續(xù)對封頭需要變形的部位進行加熱,直到封頭旋壓成形。