連云港封頭公司
發布時間:2023-12-23 00:14:39
連云港封頭公司
橢圓封頭遵循的標準及正錐殼放樣方樣方法如下:A 整體橢圓頭和碎片橢圓頭應符合JB/T4746-2002標準,旋壓頭應符合JB/T4746-2002標準,過渡段應符合JB/T4746-2002標準,球頭應符合GB12337-1998《鋼制球形儲罐》標準。同時應符合GB150-1998《鋼制壓力容器》和HG20584-1998《鋼制化工容器制造技術要求》的有關規定。B 橢圓封頭、球形封頭、錐段均至少自然加厚2mm,具體投料厚度由制造方確定,確保壓制成形后的最小厚度不小于圖紙技術要求給出的最小厚度或圖樣厚度。
連云港封頭公司
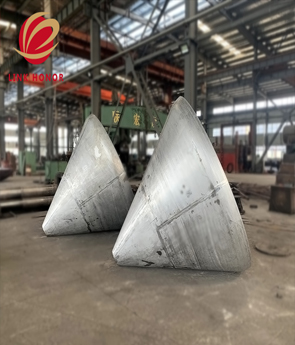
無論封頭是大是小,都可以壓或旋轉。但是大多數的小頭選擇沖壓,因為沖壓是要模具的,大多數的小頭都是標準模具,只要DN就可以沖壓。沖壓分為冷沖壓和熱沖壓。碳鋼熱沖,不銹鋼冷沖,薄的也選擇冷沖,厚的也選擇熱沖。如果機頭較大,則選擇紡紗,但紡紗的缺點是機頭R段成型不好。封頭旋壓——先用壓鼓機用點壓方式把封頭坯料壓制成淺碟形。然后在封頭旋壓機上旋壓成為封頭。旋壓一般采取冷成形,必要時可采取火焰加熱進行熱旋壓。封頭沖壓——采取冷壓或熱壓的方法,在水壓機或油壓機上,用上下模和壓邊圈直接壓制成封頭。旋壓:芯模型面和封頭內型面基本一致(減去反彈量)仿形板旋壓機:仿形板輪廓與封頭外型面基本一致(減去反彈量),旋輪走的是仿形板的軌跡。雖然能夠終靠調間隙,壓力等來控制直徑,但主要影響因素是仿形板。
連云港封頭公司
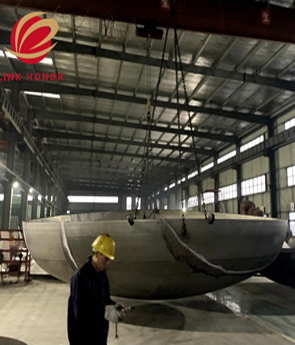
聯宏封頭生產廠家為您介紹封頭的主要缺陷類型與解決辦法:1、劃傷:碳鋼封頭的劃傷主要是在搬運過程中由于操作不當造成的,比如吊鉤劃痕與叉車劃痕。解決辦法:首先在吊鉤或叉車和封頭接觸面墊上保護膜,出現劃傷后,進行打磨,如果嚴重的話進行補焊,另外要是劃傷面積超過25%的話要進行整體處理。2、變形:由于實際大塊的晶片與接頭本身的厚度不同,由于沖壓力不均勻或熱處理,造成冷熱變形。解決方法:利用熱脹冷縮原理,對變形的頭進行加熱,然后用水快速冷卻,或通過紡絲修正。3、鼓包:因為壓邊模壓邊力過小,或者是材質厚薄不均勻所造成的。

連云港封頭公司
在橢圓形封頭被連接的部位,可以產生相應的徑向運動,因此會適當地將壓縮應力降低,主要是因為橢圓形封頭與圓柱之間相互連接,基本不會出現任何凸起變化,因為彎曲半徑是連續的,所以肯定不會出現應力現象,使用這種橢圓形密封,特別是在高壓血管。首先要確定的是橢圓頭的整體負載模式。當整個載荷的介質達到設計壓力時,載荷下內缸的壓力均勻分布在0.52mpa左右,封頭的載荷壓力約為0.3mpa,但分為三種不同的情況進行加載處理。內缸和夾套需要分別加載,兩者可以相互加載,并由計算結果得出最終結論。其實橢圓碳鋼封頭加工方式多種多樣,所以相應的承載能力肯定會有所不同,比較常見的橢圓封頭強度分析可以分為:夾緊缸軸承、軸承、軸承油缸和夾套內的三個相互,其強度為每個軸承都是不同的,如果根據橢圓頭選擇,首先應該全面了解不同的能力,只知道,所以在選擇橢圓頭不會選擇錯誤的情況。

連云港封頭公司
說到制作橢圓封頭,我們腦海中有很多相關的技術技巧和原則。下面我們就為大家介紹其中一種,頭部的在線強光溶液治療。由于實施過程會直接關系到頭部的成型,所以這一部分的內容還是要掌握的重點。與此同時,在所有形式的封頭與筒體連接中,球形封頭厚度與筒體厚度相差大,它們之間的連接結構不僅影響設備的制造,而且也是容器能否安全運轉的重要因素之一。橢圓封頭在生產過程中,由于各種因素的影響,如軋制、拉伸、高溫等,關于數據,無論是組織還是功能都會有不同程度的變化。如果這是嚴重的,頭的質量可能會受到影響,通常是由于存在一個脫位。