澳門碳鋼封頭制造廠家
發布時間:2024-05-03 00:14:01
澳門碳鋼封頭制造廠家
1、焊接的影響。在等強度原則下,選擇焊接過程中熱影響區晶粒以降低其塑性,并在紡絲過程中將焊接缺陷中的尖銳間隙拉裂,使其性能低于母材而產生裂紋。2、加工變形的影響。封頭在冷旋壓過程中,材料的變形量大于法蘭部分的可達40%以上,根據相關資料介紹cr-Ni不銹鋼冷旋壓過程中,滲透馬氏體組織含量的影響,隨著化學成分的增加而減小,隨著冷加工變形速率的增加而增大。當304和321的變形速率約為15%時,馬氏體的增加速度加快。當316的變形率為60%時,馬氏體增加不明顯。
澳門碳鋼封頭制造廠家
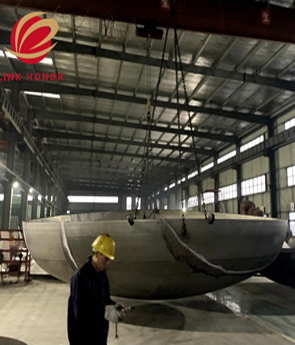
無論封頭是大是小,都可以壓或旋轉。但是大多數的小頭選擇沖壓,因為沖壓是要模具的,大多數的小頭都是標準模具,只要DN就可以沖壓。沖壓分為冷沖壓和熱沖壓。碳鋼熱沖,不銹鋼冷沖,薄的也選擇冷沖,厚的也選擇熱沖。如果機頭較大,則選擇紡紗,但紡紗的缺點是機頭R段成型不好。封頭旋壓——先用壓鼓機用點壓方式把封頭坯料壓制成淺碟形。然后在封頭旋壓機上旋壓成為封頭。旋壓一般采取冷成形,必要時可采取火焰加熱進行熱旋壓。封頭沖壓——采取冷壓或熱壓的方法,在水壓機或油壓機上,用上下模和壓邊圈直接壓制成封頭。旋壓:芯模型面和封頭內型面基本一致(減去反彈量)仿形板旋壓機:仿形板輪廓與封頭外型面基本一致(減去反彈量),旋輪走的是仿形板的軌跡。雖然能夠終靠調間隙,壓力等來控制直徑,但主要影響因素是仿形板。

澳門碳鋼封頭制造廠家
1.設備及模具檢查:壓機是否運轉正常;上、下模表面不得有影響封頭內外表面質量的雜物;壓邊圈是否與下胎平行;上、下模是否找正。2.操作監督及檢查:根據沖壓工藝要求檢查:烘箱溫度、終壓溫度、脫模溫度(儀表記錄、紅外溫度計測量)。準備檢查工作:首先,就是外部的檢查工作,使用上需要注重的操作就是壓力容器外表上不能有裂痕,使用上如果出現了變形、泄漏的情況,那么一定要注意,還有使用圣桑如果安全性能上一定要齊全,使用上不能忘記靈敏問題,使用上要注意緊固螺栓是夠完好無順,整體有沒有出現下沉的情況,還有防腐涂層上有沒有損壞的情況,這些都是日常需要檢查的問題。
澳門碳鋼封頭制造廠家
不銹鋼封頭的存放是一個非常重要的問題,尤其是在寒冷的冬天。如果不銹鋼表面附著漂白劑和各種酸性物質,首先立即用水沖洗,然后用氨水或中性碳酸鈉溶液浸泡,再用中性洗滌劑或溫水清洗。不銹鋼表面有灰塵和容易去除的污垢,可用肥皂、弱洗滌劑或溫水清洗。因此,不銹鋼機頭的外觀有必要定期清洗和保養,以堅持外觀的光亮和延長使用壽命不銹鋼封頭貯存于枯燥通風杰出室內場所或具有溫濕度操控之空間。禁止曝露于溫濕度高之密閉空間,且避免與酸、堿、鹽類等物資一同儲放。封頭與筒體組焊后,要及時整理焊縫、熱影響區及周圍的焊渣、飛濺、污染物,并進行PT查看和外表酸洗

澳門碳鋼封頭制造廠家
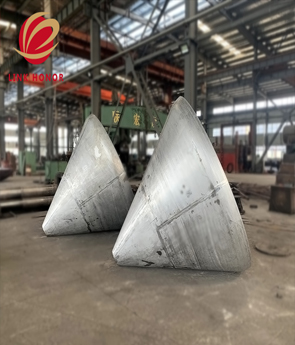
封頭主要有兩種成型方式:沖壓和旋壓。根據是否加熱有冷成型和熱成型兩種。旋壓封頭成型技術相比傳統的熱沖壓有許多優點,它無需任何昂貴的模具,對于非標準形狀、非標準尺寸的頭不會面臨任何限制,生產成本相對較低,旋壓工藝可靈活,適合具有開裂傾向的材料較大。此外,旋壓成形的異形封頭尺寸精度也較高。1、熱旋壓成形工藝原理是:金屬材料的溫度與其強度成反比,強度會隨著溫度的升高而降低。當溫度達到700℃時,材料的強度會降低約2/3,當溫度達到900℃時,其強度僅相當于常溫的約1/10。熱旋壓是使用這一原則實現頭成型,加熱裝置頭部需要旋轉部分的局部加熱,當溫度達到一定程度時,旋轉,在旋轉的過程中繼續頭需要變形的部分加熱,直到頭旋轉形成。

澳門碳鋼封頭制造廠家
1:在焊接應力的作用下,因為表面溫度小于核心,集也多核心的核心緊張,制冷時完成,因為核心制冷卷收集不能隨意進行的表面力核心張力。即在焊接應力的作用下,再使鋼面力和芯部受拉。這種現象受到冷卻速度、材料成分和熱處理方法等因素的影響。冷卻速率越高,彈性模量和合金成分越高,冷卻過程中焊接應力效應引起的非均勻塑性變形越大,形成的殘余應力也越大。