貴州碳鋼封頭廠家
發布時間:2022-01-07 00:15:47
貴州碳鋼封頭廠家
橢圓形封頭在制作過程中,溫鍛的優勢在于可以提升鍛件的精度和質量,同時又沒有冷鍛那樣大的成形力,溫鍛工藝的應用與鍛件大小、鍛件材料、鍛件復雜程度有密切關系。一般對于形狀復雜的中小碳鋼精密模鍛件,冷鍛法難以解決其成形問題,鋼的再結晶溫度在750℃左右,鍛造溫度在700℃以上,由于變形能的動態釋放,成形阻力急劇下降;在700 - 850攝氏度鍛造、鍛件氧化規模較少,表面脫碳現象比較輕微,鍛件尺寸變化很小,在超過950攝氏度鍛造、成形力雖小,但氧化鍛件規模和表面脫碳現象嚴重,鍛件尺寸變化大,但小編在這里也要提醒大家,卵形頭的生產、檢驗和檢驗不僅要符合本規范的規定,還要符合圖紙或訂貨技能約定的要求。

貴州碳鋼封頭廠家
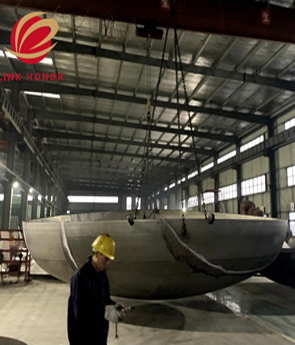
封頭主要有兩種成型方式:沖壓和旋壓。根據是否加熱有冷成型和熱成型兩種。旋壓頭成型技術相比傳統的熱沖壓有許多優點,它無需任何昂貴的模具,對于非標準形狀、非標準尺寸的頭不會面臨任何限制,生產成本相對較低,旋壓工藝可靈活,適合具有開裂傾向的材料較大。此外,旋壓成形的封頭尺寸精度也較高。 1、熱旋壓成形工藝原理是:金屬材料的溫度與強度成反比關系,隨著溫度升高,其強度會減弱。在600℃以下時,溫度的改變對強度的影響并不是很大,當溫度達到700℃時,材料的強度將會降低2/3左右,而當溫度達到900℃時,其強度僅僅相當于常溫時的1/10左右。熱旋壓就是利用該原理來實現封頭的成形,用加熱裝置對封頭需要旋壓的部位進行局部加熱,當達到一定溫度時開始旋壓,在旋壓的過程中繼續對封頭需要變形的部位進行加熱,直到封頭旋壓成形。

貴州碳鋼封頭廠家
一、適用范圍:橢圓封頭修正工裝二、管理內容:操作人員必須熟悉本操作程序,掌握機器的性能、結構和使用范圍,并經考核合格后方可操作。進入崗位前,佩戴口罩、耳塞等勞動護理產品。三、操作細則與要求:1、運行前檢查:①、開機前檢查油箱上的油位指示。如有油短缺,應及時補充到正常油位。②、檢查周圍環境是否有影響正常工作的障礙物。
貴州碳鋼封頭廠家
橢圓封頭在內部壓力下趨于圓,在外部壓力下趨于平,與連接到它的氣缸相反。在連接部分有相反的徑向位移,徑向位移相輔相成的,以抵消大型百貨使頭圓周壓縮汽缸的周向拉應力減少壓力和氣缸連接不顯著變化時,彎曲半徑是連續的,沒有應力,所以可以用在高壓容器中,而碟形封頭接頭的應力是不連續的生產力,一般用在低壓容器中,它是由半橢球體和短筒體組成。直邊段的作用是避免在封頭與氣缸之間的接頭焊縫處曲率子午線半徑的突變,從而改善焊縫的應力狀態。由于封頭橢球截面的曲率變化平穩連續,應力分布相對平均,且橢球封頭的深度遠小于半球形封頭,更容易壓成型。它是目前在中、低壓容器中廣泛應用的封頭之一。
貴州碳鋼封頭廠家
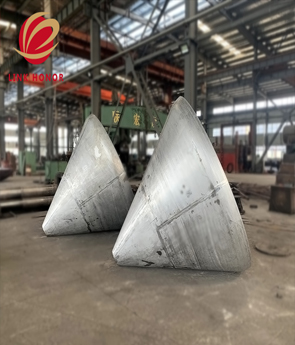
頭可以分為球形、蝶形、圓錐形、橢圓形、凸面,碳鋼封頭等,所以您可以根據實際需要來選擇。在生產的過程中,模具沖壓時,就會形成一定的壓力,在鋼板等材料上會形成不同的形狀,所以我們看到這些不同的形狀。對于這些形狀,有一定的標準。1、球冠頭,這種頭只能用于低壓的情況下,主要是因為曲率半徑將會改變在球體和圓柱體的聯合,同時因為沒有共同切兩個貝殼和橫向推力,因此產生了大量不連續的壓力。這也決定了連接缸蓋和缸體的角焊縫必須采用全貫入結構。2、碟形封頭,這是一種由球面部分、直邊段以及過渡區三部分組成的封頭。碟形封頭邊緣應力的大小是與過渡區半徑與球面半徑的比值有關系的,而且成反比,就是比值越小,曲率邊境突變的越厲害,邊緣應力越大。所以而為了降低蝶形封頭邊緣應力,就會在封頭上設計過的區。

貴州碳鋼封頭廠家
當產品本身生產的數據不符合規格時,產品就是不合格的。當焊接技術不到位或使用的焊接材料不符合規范時。安裝過程中冷紡技術不合格。在碳鋼封頭加工中不可忽視的是,應在冷鍛時對配料進行加工,以防止一些不良現象,同時也是為了使模具達到更好的工作狀態。在實際生產中,在大多數情況下,都是采用高強度的鍛造模具,并采用硬潤滑膜處理以防止磨損和粘接,這樣還是達到了良好的效果。采用冷鍛工藝也可以達到良好的成型效果,但由于后續堵塞問題難以解決。因此,在目前的應用中不是很普遍,而且相對來說,成本較高,所以在開發中還存在一定的阻力。在碳鋼頭的加工中,更適合一些低碳產品的加工要求。