廣州封頭生產(chǎn)廠家廠家
發(fā)布時(shí)間:2022-03-03 00:17:41
廣州封頭生產(chǎn)廠家廠家
一、適用范圍:橢圓封頭修正工裝二、管理內(nèi)容:操作人員必須熟悉本操作程序,掌握機(jī)器的性能、結(jié)構(gòu)和使用范圍,并經(jīng)考核合格后方可操作。進(jìn)入崗位前,佩戴口罩、耳塞等勞動(dòng)護(hù)理產(chǎn)品。三、操作細(xì)則與要求:1、運(yùn)行前檢查:①、開機(jī)前檢查油箱上的油位指示。如有油短缺,應(yīng)及時(shí)補(bǔ)充到正常油位。②、檢查周圍環(huán)境是否有影響正常工作的障礙物。
廣州封頭生產(chǎn)廠家廠家
聯(lián)宏封頭生產(chǎn)廠家為您介紹封頭的主要缺陷類型與解決辦法:1、劃傷:碳鋼封頭的劃傷主要是在搬運(yùn)過程中由于操作不當(dāng)造成的,比如吊鉤劃痕與叉車劃痕。解決辦法:首先在吊鉤或叉車和封頭接觸面墊上保護(hù)膜,出現(xiàn)劃傷后,進(jìn)行打磨,如果嚴(yán)重的話進(jìn)行補(bǔ)焊,另外要是劃傷面積超過25%的話要進(jìn)行整體處理。2、變形:由于實(shí)際大塊的晶片與接頭本身的厚度不同,由于沖壓力不均勻或熱處理,造成冷熱變形。解決方法:利用熱脹冷縮原理,對(duì)變形的頭進(jìn)行加熱,然后用水快速冷卻,或通過紡絲修正。3、鼓包:因?yàn)閴哼吥哼吜^小,或者是材質(zhì)厚薄不均勻所造成的。

廣州封頭生產(chǎn)廠家廠家
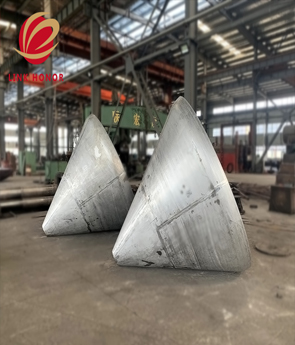
使用任何對(duì)象都有自己的考慮,和錐形頭也不例外,頭是鍋爐、壓力容器的主要壓力部分,頭部是鍋爐、壓力容器的主要壓力部分結(jié)構(gòu)和形狀設(shè)計(jì)是合理的,影響鍋爐、壓力容器的和平,所以在使用過程中,按照標(biāo)準(zhǔn)進(jìn)行石棉水泥接口時(shí),應(yīng)采用熱水拌合料,但水溫不得大于500C,如膨脹水泥接口時(shí),水溫不應(yīng)該大于350C氣溫低于-50C時(shí),不宜進(jìn)行以上兩種材料接口
廣州封頭生產(chǎn)廠家廠家
1、焊接的影響。在等強(qiáng)度原則下,選擇焊接過程中熱影響區(qū)晶粒以降低其塑性,并在紡絲過程中將焊接缺陷中的尖銳間隙拉裂,使其性能低于母材而產(chǎn)生裂紋。2、加工變形的影響。封頭在冷旋壓過程中,材料的變形量大于法蘭部分的可達(dá)40%以上,根據(jù)相關(guān)資料介紹cr-Ni不銹鋼冷旋壓過程中,滲透馬氏體組織含量的影響,隨著化學(xué)成分的增加而減小,隨著冷加工變形速率的增加而增大。當(dāng)304和321的變形速率約為15%時(shí),馬氏體的增加速度加快。當(dāng)316的變形率為60%時(shí),馬氏體增加不明顯。

廣州封頭生產(chǎn)廠家廠家
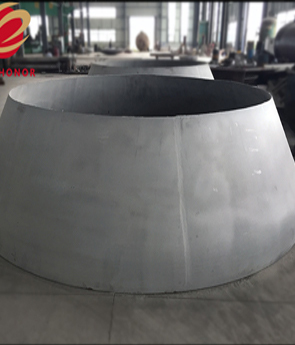
由于封頭模型不同,頭部的制作方式也不同。如小頭,在制造整體成型時(shí),以及大中型封頭頭在成型前需要拼接。這種制造方法應(yīng)用較多,標(biāo)準(zhǔn)中的要求主要為其。對(duì)于大頭,由于運(yùn)輸和開口等因素,需要將其分成幾個(gè)部分,然后組裝焊接在一起。拼接封頭的焊接接頭系數(shù)熔接后形成的封頭,拼接焊縫應(yīng)通過100%射線照相或超聲波檢查,并且合格等級(jí)遵循設(shè)備外殼。焊縫的檢驗(yàn)水平和比例與設(shè)備外殼相同,造成高浪費(fèi)。因此,盡管封頭拼接是經(jīng)過100%測(cè)試的,但合格級(jí)別卻有所不同,并且隨設(shè)備外殼而變化。1、放射線檢驗(yàn)放射線檢驗(yàn)方式適用壓力容器封頭罩殼或?qū)雍缚p內(nèi)部缺點(diǎn)的檢驗(yàn),通常x射線探傷機(jī)適合檢驗(yàn)的鋼薄厚不大于80mm,lr-192檢驗(yàn)薄厚范疇為20~100mm,co—60檢驗(yàn)薄厚為40~200mm。

廣州封頭生產(chǎn)廠家廠家
熱成形封頭的熱處理:(1)熱成形封頭的熱處理,有別于設(shè)備的焊后熱處理。兩者不可混淆。(2)封頭在熱成形中,破壞了材料供貨熱處理狀態(tài),需重新進(jìn)行熱處理以恢復(fù)到材料供貨熱處理狀態(tài)。(3)分瓣制造的封頭,當(dāng)需要熱處理時(shí),只需對(duì)瓣片,頂圓進(jìn)行熱處理。瓣片組焊后再進(jìn)行焊后熱處理。(4)具有抗晶間腐蝕性能的不銹鋼復(fù)合板封頭的熱處理應(yīng)慎重考慮。既要滿足基材的性能要求,又要滿足包層材料的耐腐蝕性能要求。(5)當(dāng)機(jī)頭出爐時(shí),通常對(duì)不銹鋼覆層采取強(qiáng)制冷卻措施。