淮安封頭廠家
發布時間:2022-05-09 00:17:54
淮安封頭廠家
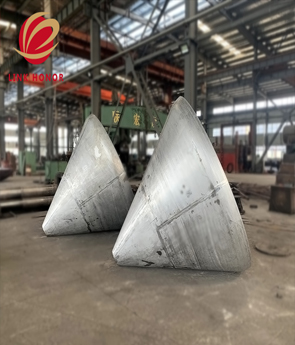
根據工況要求,不僅要考慮封頭的形狀和應力分布,還要考慮沖壓、焊接、裝配的難度,并進行技術經濟分析。橢圓形封頭的應力不如半球形頭的應力均勻,但比碟形頭還要差。頂點處的應力大,周向壓應力出現在赤道處。當Di /(2h)= 2等于壁厚時當連接圓柱體時,橢圓封頭可以達到與圓柱體相同的強度。碟形封頭在力學上的缺點是卷邊半徑r小,該包邊區域的存在使頭部的翹曲不連續,從而導致很大的翹曲彎曲應力和周向壓力。不過r/R越小,則折邊區的這些應力就越大,因而有可能發生周向裂紋,亦可能出現周向折皺。

淮安封頭廠家
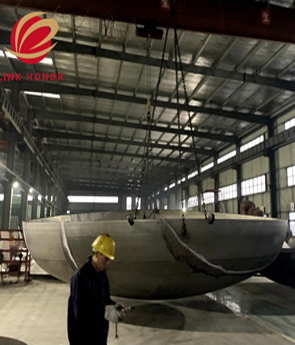
無論封頭是大是小,都可以壓或旋轉。但是大多數的小頭選擇沖壓,因為沖壓是要模具的,大多數的小頭都是標準模具,只要DN就可以沖壓。沖壓分為冷沖壓和熱沖壓。碳鋼熱沖,不銹鋼冷沖,薄的也選擇冷沖,厚的也選擇熱沖。如果機頭較大,則選擇紡紗,但紡紗的缺點是機頭R段成型不好。封頭旋壓——先用壓鼓機用點壓方式把封頭坯料壓制成淺碟形。然后在封頭旋壓機上旋壓成為封頭。旋壓一般采取冷成形,必要時可采取火焰加熱進行熱旋壓。封頭沖壓——采取冷壓或熱壓的方法,在水壓機或油壓機上,用上下模和壓邊圈直接壓制成封頭。旋壓:芯模型面和封頭內型面基本一致(減去反彈量)仿形板旋壓機:仿形板輪廓與封頭外型面基本一致(減去反彈量),旋輪走的是仿形板的軌跡。雖然能夠終靠調間隙,壓力等來控制直徑,但主要影響因素是仿形板。
淮安封頭廠家
在現代城市的建設過程中,高壓鍋、大型加熱設備、儲油罐等帶有管道的設備在實際應用中都會涉及截斷面密封問題,因此,封頭應運而生。它是在無數人的努力基礎上,經過專業的改造而出現的。今天的封頭生產廠家的產品在原材料的選擇上發生了很大的變化,不同于以前的鋼鐵材料的選擇,而是選擇了具有高壓、高耐熱性和強抗壓能力的新材料。它具有以前材料所沒有的優點,可以應用到所有的場所,并且使用壽命長,質量優良,沒有維護問題。頭部功能越來越多樣化,使得其發展也越來越強,在各大機械行業中頻繁使用的密封材料。它的功能得到了很大的提高,在耐壓性能上它的優異性也發生了很大的變化,密封性也比原來的更加優異。
淮安封頭廠家
由于封頭模型不同,頭部的制作方式也不同。如小頭,在制造整體成型時,以及大中型封頭頭在成型前需要拼接。這種制造方法應用較多,標準中的要求主要為其。對于大頭,由于運輸和開口等因素,需要將其分成幾個部分,然后組裝焊接在一起。拼接封頭的焊接接頭系數熔接后形成的封頭,拼接焊縫應通過100%射線照相或超聲波檢查,并且合格等級遵循設備外殼。焊縫的檢驗水平和比例與設備外殼相同,造成高浪費。因此,盡管封頭拼接是經過100%測試的,但合格級別卻有所不同,并且隨設備外殼而變化。1、放射線檢驗放射線檢驗方式適用壓力容器封頭罩殼或對接焊縫內部缺點的檢驗,通常x射線探傷機適合檢驗的鋼薄厚不大于80mm,lr-192檢驗薄厚范疇為20~100mm,co—60檢驗薄厚為40~200mm。
淮安封頭廠家
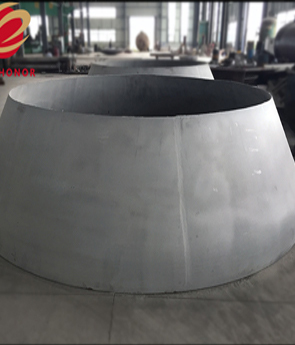
1.封頭熱旋壓成形技術相對保守的熱沖壓成形有諸多方面的優勢。熱旋壓成形工藝原理是金屬資料的溫度與強度成反比關系,隨著溫度升高,其強度會減弱。600℃以下時,溫度的改變對強度的影響并不是很大,當溫度達到700℃時,資料的強度將會降低2/3左右,而當溫度達到900℃時,其強度僅僅相當于常溫時的1/10左右。熱旋壓是利用該原理來實現封頭的成形,用加熱裝置對封頭需要旋壓的部位進行局部加熱,當達到一定溫度時開始旋壓,旋壓的過程中繼續對封頭需要變形的部位進行加熱,直到封頭旋壓成形。

淮安封頭廠家
不同的封頭對應的裝置方法是不一樣的,如不銹鋼封頭,其裝置方法主要是通過不同的方法固定,下面和小編一起來了解一下不銹鋼平底形封頭的正常裝置方法!現在市場上的不銹鋼頭是基于中小頭,所以常用于中小體積的容器,如果按照設備的分析方法,在正常情況下,中型或大型不銹鋼的一次使用設備冷裝置的方法,其實也便是咱們常說的固化裝置方法,可是這種裝置方法并不合適運用在小型的不銹鋼封頭上,由于這種裝置的方法需求進行屢次且重復的拆裝。