貴州碳鋼封頭制造廠家
發布時間:2022-08-03 00:17:41
貴州碳鋼封頭制造廠家
封頭是壓力容器的端蓋,是壓力容器的主要承載部件。主要起到密封作用。它一般用在罐頭制成的壓力容器的底部。第二,管道在管道的末端,沒有準備好向前延伸。然后,用一個封頭以焊接的形式封住管道。封頭是石油化工、原子能、食品、制藥等行業壓力容器設備不可缺少的組成部分。下面我們來簡單了解一下頭部的加工過程:一、沖壓成形1碳鋼封頭在進行熱壓的時候,應該先把上下胎模進行預熱,預熱溫度應該在150℃以上。2.毛坯鋼板在出爐之后,應立即放在胎膜上,同時還要清理毛坯上的氧化皮和雜物,并進行及時校正,以保證沖壓時的溫度正常。3.對于薄壁封頭,為了避免脹形和起皺現象,可采用兩種成型方法。一次沖壓時應使用比上模直徑小約200mm的拉環,將坯料沖壓成盤狀;第二次沖壓是利用其規格匹配上下模具,最終沖壓成型。

貴州碳鋼封頭制造廠家
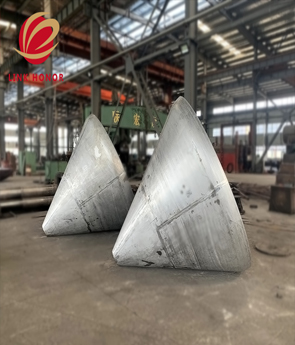
封頭屬于壓力容器中的鍋爐部件。它通常用于壓力容器的兩端。然后有一個焊接管件產品密封的末端的管道。根據封頭幾何形狀的不同,可分為球形、橢圓形、圓盤狀、圓頂狀、錐殼狀和帽狀,其中球形、橢圓形、圓盤狀和圓頂狀統稱為凸頭。凸頭(球帽頭除外),中間部分是一個凸部分突出表面上,凸的開口端部分提供連續的邊緣(即直邊部分)之間的過渡部分凸部分和直邊部分是一個角落。球形頭、橢圓形頭、盤頭、冠頭的凸面部分分別為半球形頭、橢圓形頭、盤頭、冠頭。對于標準系列的封頭一般采用沖壓成形,但對于非標準系列的封頭或者直徑很大的封頭,一般采用旋壓成形。旋壓相對于沖壓,有節約模具費,尺寸可以按照要求調整的優點。
貴州碳鋼封頭制造廠家
1.封頭廠家表示,封頭的形狀、尺寸、成型厚度和無損檢測應按照規定和相關標準進行反復檢查,以確保封頭的整體質量。2.切邊后,要測量圓度公差,一般是大值與小值之差,數值上應不大于25mm。在封頭端面的任意兩直徑位置上應放上直尺或拉緊的鋼絲,來對總深度進行測量,一般不能超過規定值。3.對該封頭直邊傾斜度進行測量時,直邊的增厚部分不應該被計入。4.使用間隙樣板,來檢查橢圓封頭內表面的形狀公差,注意檢測時樣板要垂直于待測表面,不然結果可能會不準確由于模型不同,碳鋼封頭的頭部制作方式也不同。如小頭,在制造整體成型時,以及大中型頭在成型前需要拼接。這種制造方法應用較多,標準中的要求主要為其。對于大頭,由于運輸和開口等因素,需要將其分成幾個部分,然后組裝焊接在一起。

貴州碳鋼封頭制造廠家
我國現行標準的封頭,是按結構(橢圓形、碟形和錐形)、成型、沖壓、紡絲等分別進行的,這不僅造成不同標準的封頭質量要求不完全一致的不合理現象,而且對修訂標準選擇的封頭,帶來一定的困難。一、以往的封頭標準只與GB150《鋼制壓力容器》相匹配,即只考慮按規定設計的封頭的制造、檢驗和驗收要求,我國早在1995年就完成了GB150和JB4732壓力容器基本標準雙軌系統(以及《鋼制壓力容器分析設計標準》),缺乏與分析設計相匹配的封頭標準是我國壓力容器標準化的一大不足。第二,GB150屬強制性標準,而根據GB150編制并與之配 套的封頭標準卻是指導(推薦)性的,這顯然是不合理的,也難以保證封頭這一重要受壓元件的質量。

貴州碳鋼封頭制造廠家
1、焊接的影響。在等強度原則下,選擇焊接過程中熱影響區晶粒以降低其塑性,并在紡絲過程中將焊接缺陷中的尖銳間隙拉裂,使其性能低于母材而產生裂紋。2、加工變形的影響。封頭在冷旋壓過程中,材料的變形量大于法蘭部分的可達40%以上,根據相關資料介紹cr-Ni不銹鋼冷旋壓過程中,滲透馬氏體組織含量的影響,隨著化學成分的增加而減小,隨著冷加工變形速率的增加而增大。當304和321的變形速率約為15%時,馬氏體的增加速度加快。當316的變形率為60%時,馬氏體增加不明顯。