蘭州封頭生產廠家制造廠家
發布時間:2022-10-22 00:17:13
蘭州封頭生產廠家制造廠家
封頭主要有兩種成型方式:沖壓和旋壓。根據是否加熱有冷成型和熱成型兩種。旋壓頭成型技術相比傳統的熱沖壓有許多優點,它無需任何昂貴的模具,對于非標準形狀、非標準尺寸的頭不會面臨任何限制,生產成本相對較低,旋壓工藝可靈活,適合具有開裂傾向的材料較大。此外,旋壓成形的封頭尺寸精度也較高。 1、熱旋壓成形工藝原理是:金屬材料的溫度與強度成反比關系,隨著溫度升高,其強度會減弱。在600℃以下時,溫度的改變對強度的影響并不是很大,當溫度達到700℃時,材料的強度將會降低2/3左右,而當溫度達到900℃時,其強度僅僅相當于常溫時的1/10左右。熱旋壓就是利用該原理來實現封頭的成形,用加熱裝置對封頭需要旋壓的部位進行局部加熱,當達到一定溫度時開始旋壓,在旋壓的過程中繼續對封頭需要變形的部位進行加熱,直到封頭旋壓成形。
蘭州封頭生產廠家制造廠家
1.設備及模具檢查:壓機是否運轉正常;上、下模表面不得有影響封頭內外表面質量的雜物;壓邊圈是否與下胎平行;上、下模是否找正。2.操作監督及檢查:根據沖壓工藝要求檢查:烘箱溫度、終壓溫度、脫模溫度(儀表記錄、紅外溫度計測量)。準備檢查工作:首先,就是外部的檢查工作,使用上需要注重的操作就是壓力容器外表上不能有裂痕,使用上如果出現了變形、泄漏的情況,那么一定要注意,還有使用圣桑如果安全性能上一定要齊全,使用上不能忘記靈敏問題,使用上要注意緊固螺栓是夠完好無順,整體有沒有出現下沉的情況,還有防腐涂層上有沒有損壞的情況,這些都是日常需要檢查的問題。

蘭州封頭生產廠家制造廠家
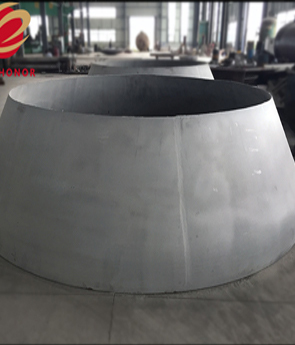
了解碟形封頭的結構大家知道,這個形狀產品它主要是由球面部分、直邊段以及過渡區三部分組成的,大家可以看到碟形封頭過渡區的兩端經線曲率半徑是出現變化的,而過渡區與球面部分連接和直邊段就會出現邊緣應力。 因此可以看出碟形封頭邊緣應力的大小,其與過渡區半徑與球面半徑的比值有關的,而且比值越小,曲率半徑突變的就越厲害,產生的邊緣應力也就越大。所以為了降低這種邊緣應力,碟形封頭設計的時候,考慮到這種情況,就設置的過渡區。碟形封頭部分的作用是防止邊緣應力作用于盤頭與氣缸的焊縫處,對設備造成不必要的損壞。由于錐體主體部分的內部壓力,較大的膜應力發生在大端。對于小端,它的厚度在任何情況下也小于錐體的厚度。

蘭州封頭生產廠家制造廠家
由于封頭模型不同,頭部的制作方式也不同。如小頭,在制造整體成型時,以及大中型封頭頭在成型前需要拼接。這種制造方法應用較多,標準中的要求主要為其。對于大頭,由于運輸和開口等因素,需要將其分成幾個部分,然后組裝焊接在一起。拼接封頭的焊接接頭系數熔接后形成的封頭,拼接焊縫應通過100%射線照相或超聲波檢查,并且合格等級遵循設備外殼。焊縫的檢驗水平和比例與設備外殼相同,造成高浪費。因此,盡管封頭拼接是經過100%測試的,但合格級別卻有所不同,并且隨設備外殼而變化。1、放射線檢驗放射線檢驗方式適用壓力容器封頭罩殼或對接焊縫內部缺點的檢驗,通常x射線探傷機適合檢驗的鋼薄厚不大于80mm,lr-192檢驗薄厚范疇為20~100mm,co—60檢驗薄厚為40~200mm。