
電 話:13362768770 、15312703031
地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側
官網:http://c-east.com
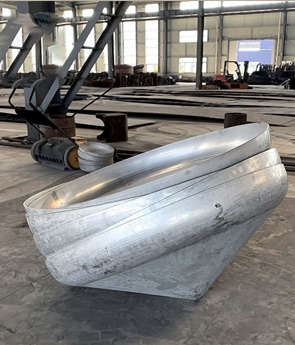
橢圓形封頭即是由轉動橢圓曲面和圓柱直段兩部分構成的封頭。不用事先準備加寬,用封頭焊接在管子上,作為尾端使用。或用于高壓容器,左右各有一個封頭,正中間為接管端,用作高壓容器的陶罐。
因為封頭的深層接近圓柱狀和封頭中間,對沖壓機床及模貝的規定、生產制造難度系數亦接近,即比圓柱狀封頭容易,比碟型封頭難。橢圓形封頭因綜合性能不錯,被普遍用以中低壓器皿。近些年因為選用旋轉式加工工藝,為生產制造大直徑橢圓形封頭產生了便捷。
橢圓封頭在電焊焊接過程中務必嚴格遵守加工規定。在焊接工作中,應依據高壓容器和大中型零件的焊接標準和焊接總數,事先剖析焊接造成的形變規格,并制訂相對的控制方法。針對大中型高壓容器,不銹鋼封頭焊接前務必進行拼裝,隨后對稱性焊接,并遵循規定的焊接次序。

在橢圓封頭整個應用過程中,應合理、準確地測量封頭的外徑。如果接頭是生產加工的,請從封頭生產廠家了解預留封頭外徑的規格,將封頭外徑分成四等份,并在接頭和封頭上做好標記。
當地應力被求解后,壓縮性地應力將逐漸出現在頭部的結合區。如果再加大長軸比,邊緣的壓應力會迅速擴大,即頭部越輕,頭部邊緣的壓應力越高。所以將長軸比限制在2.6以內更有效。除了抗壓強度的規定外,對于大直徑厚壁橢圓封頭,氣體壓力下的延性不平衡是由封頭連接區域的壓應力引起的,因此封頭的厚度也要考慮抗彎剛度的規定。






 電話:
電話: 郵箱:
郵箱: 公司名稱:江蘇聯宏機械有限公司
公司名稱:江蘇聯宏機械有限公司 公司地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側
公司地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側 


