
電 話:13362768770 、15312703031
地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側
官網:http://c-east.com
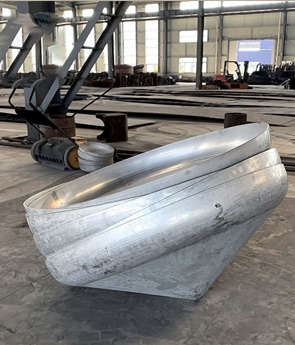
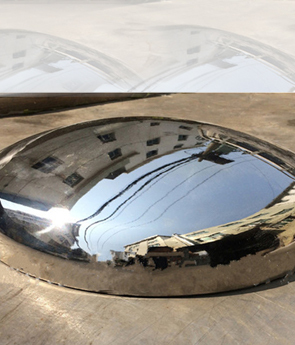
任何機器或者操作機械,在操作使用過程中都會出現各種故障,而橢圓封頭也不例外。下面封頭生產廠家就來分析下導致橢圓形封頭產生裂紋的原因有哪些。
1、化學成分的影響。根據相關資料公式計算可知316,310的△值分別為+1.00、+4.72故其非常穩定不容易產生裂紋。
2、加工變形量的影響。封頭在冷旋壓過程中,材料的變形量較大翻邊部位可達40%以上根據相關資料介紹Cr-Ni不銹鋼冷加工對導磁率的影響產生馬氏體組織的含量隨化學成分的增加而減少隨冷加工變形率的增大而增加。304、321的變形率大約在15%時,馬氏體增加加速316在變形率的60%時馬氏體增加尚不明顯。
3、焊接的影響。在等強度原則下選用焊接工藝焊接熱影響區的晶粒長大使其塑性下降焊接缺陷中的尖銳缺口在旋壓過程中被拉裂,都使其性能低于母材而首先產生裂紋。

根據上述原因可采取以下措施:
1、提升化學成分即在不改變成形工藝的情況下可改用次的材料。
2、提高加工溫度實行溫旋壓工藝。
3、改變應變大小。根據資料介紹即從Cr-Ni不銹鋼冷加工對到導磁率的影響可以看出在變形量13.8%以下時304不銹鋼馬氏體轉變很少。可以在變形較大區域增加壓制次數,控制每次變形量在13.8%以下。
4、熱處理。固溶處理能消除馬氏體恢復性能。
5、提高焊接質量。在旋制前進行探傷檢查消除內外部缺陷。選用合適的焊接工藝,提高焊接接頭力學性能減小熱影響區。
6、加強原材料驗收保證原材料無內外部缺陷并固溶完全。對板坯的切割要保證周邊打磨光滑。





 電話:
電話: 郵箱:
郵箱: 公司名稱:江蘇聯宏機械有限公司
公司名稱:江蘇聯宏機械有限公司 公司地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側
公司地址:宿遷市泗陽縣意楊產業科技園發展大道北側、嵩山路東側 


